







1. Phạm vi sử dụng sản phẩm:
Máy này được sử dụng đặc biệt để định hình bìa và xử lý chất kết dính sau khi cắt theo chiều ngang. Tính phổ biến của nó là mạnh mẽ và phạm vi phù hợp rộng, có thể gấp và dán các hộp có đường nối thẳng và hộp viền dưới.
2. Thông số kỹ thuật chính:
Thông số kỹ thuật chính
SHH-800B
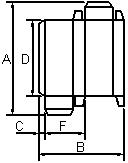
| Loại hộp | (Amax) | (Amin) | (Bmax) | (B phút) | (Cmin) | (Dmin) | (Fmin) |
| cái hộp | 700mm | 70mm | 600mm | 110mm | 8mm | 70mm | 51mm |
SHH-1200B
| Loại hộp | (Amax) | (Amin) | (Bmax) | (B phút) | (Cmin) | (Dmin) | (Fmin) |
| cái hộp | 700mm | 70mm | 800mm | 110mm | 8mm | 70mm | 51mm |
Nét đặc trưng
| Vận tốc tuyến tính | 0 ~ 220m / phút | |
| Chất lượng giấy phù hợp | Giấy bìa cứng 220 ~ 800g / m² và giấy sóng E | |
| Hình thức cơ bản của hộp dán | Dán cạnh một bên, dán cạnh hai bên. | |
| Cách cho ăn | Cho ăn tự động và liên tục | |
| Dính | Loại chất hòa tan | |
| Sức mạnh cần thiết | AC220V 3.5KW | |
| Cân nặng | 1800kg | |
| Kích thước tổng thể | 5500 × 850 (1300) × 1300mm | |
| Phạm vi đếm | 0 ~ 999999 | |
3. Nguyên lý làm việc:
Sau khi khởi động máy, bàn nạp giấy tự động sẽ nạp liên tục các tờ giấy cần dán ra từng tờ một. Thiết bị dán sẽ tự động phủ đều lớp keo lên các vị trí cần dán của hộp giấy. Các tờ giấy được dán cũng sẽ tự động gửi đến phần gấp. Trong quá trình các tờ giấy phía trước, thiết bị đai của phần gấp sẽ tự động gấp và dán hộp giấy. Sau khi hoàn thành nếp và kết dính, bạn gửi hộp giấy sang bộ phận ép. Sau khi ép xong, gửi đến bộ phận chuyển tải để được ép chặt, cuối cùng gửi đến bàn nhận giấy. Toàn bộ quy trình làm việc đã kết thúc.
4. Nguyên lý làm việc và phương pháp điều chỉnh:
Máy gấp hộp giấy được gấp và tạo hình theo đường vân của hộp giấy ép vết. Nếu vết ép quá nông hoặc hộp giấy không thẳng hàng, máy dán hộp không thể gấp hộp giấy cần thiết, vì vậy trước khi sử dụng thiết bị, vui lòng tiến hành kiểm tra tấm mẫu hộp giấy. Lấy đĩa mẫu cầm hơi bằng tay rồi miết mép, kiểm tra vết ép của hộp giấy đã chính xác chưa. Tất cả các hộp giấy ép không đủ tiêu chuẩn đều bị cấm trên thiết bị này.
(1) Bộ phận nạp giấy
Bàn tiếp giấy chủ yếu phù hợp với đặc điểm kỹ thuật của tờ giấy để điều chỉnh khoảng cách giữa hai đĩa giấy bánh răng, vị trí chia giấy và khoảng cách ra giấy, giúp cho việc truyền tải giấy thành công, ổn định, không xuất hiện bất kỳ hiện tượng chuyển tờ gấp đôi nào, nhiều tờ và không có giấy chuyển tải. Phương pháp điều chỉnh:
A. Điều chỉnh khoảng cách giữa hai vách ngăn theo chiều rộng tờ giấy. Đầu tiên, nới lỏng tay cầm điều chỉnh trên hai vách ngăn, đặt các tờ giấy vào vị trí giữa của bàn gửi giấy, di chuyển hai vách ngăn về phía các tờ giấy, cuối cùng điều chỉnh hai vách ngăn và tờ giấy cả hai mặt song song và giữ nguyên. một vài khoảng trống để cho các tờ giấy di chuyển theo phương ngang.
B. Cần tiến hành điều chỉnh vị trí ngăn chia giấy theo kích thước khác nhau của các tờ giấy cần dán. Nhìn chung, hai dải phân cách giấy có thể được phân bổ đồng đều ở giữa hai vách ngăn, khoảng cách phía trước và phía sau phải phù hợp. Khi điều chỉnh, chỉ nới lỏng tay cầm điều chỉnh được hiển thị như Hình 2, sau đó di chuyển khối trượt trên thanh trượt sang trái và phải và gague chia giấy ra trước và sau, để làm cho rãnh chia giấy đáp ứng được vị trí mong muốn và sau đó siết chặt tay cầm. Trong khi đó, xác định số gốc băng tải và đảm bảo các tờ giấy bằng phẳng và ngăn nắp.
C. Điều chỉnh khoảng thời gian δ giữa rãnh chia giấy và đai truyền theo độ dày của tấm giấy. Nói chung δ là độ dày của một tờ giấy. Phương pháp điều chỉnh: Xoay tay quay hình ngôi sao lên hoặc xuống, điều này có thể làm cho ô chia giấy di chuyển lên và xuống để thay đổi kích thước khoảng thời gian.
(2) Điều chỉnh chiều rộng nếp gấp
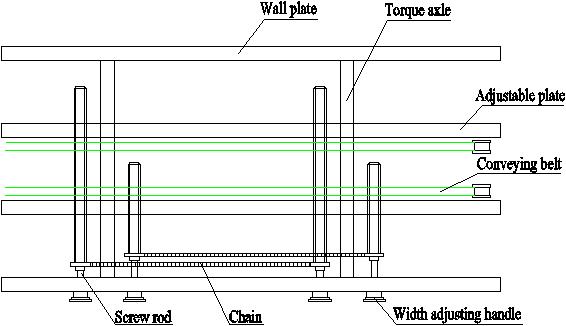
IV Giản đồ Sơ đồ phần nếp gấp
Điều chỉnh chiều rộng hộp gấp theo kích thước chiều rộng của tờ giấy hộp gấp. Chỉ cần quay tay quay theo chiều rộng như hình IV để làm cho trục vít quay, do trục vít phía trước và phía sau có liên kết với xích nên hai đĩa chính sẽ chuyển động song song cùng lúc trong khi quay. tay quay. Sau khi hai tấm chính đạt đến chiều rộng hộp gấp mong muốn, khởi động máy để chạy thử và tiến hành điều chỉnh chi tiết cho các bánh xe gấp hộp khác nhau, đai truyền tải, v.v. Cuối cùng đạt được mục đích là các tờ giấy có thể vượt qua thành công và vị trí hộp gấp có thể được chính xác và có đủ lực kết dính.
(3) Phần dán
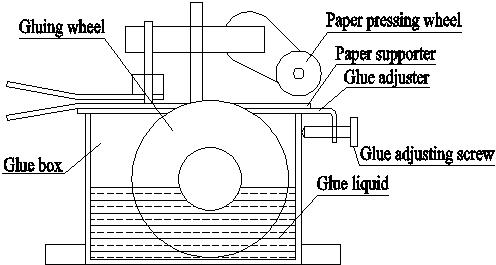
Hình III Cơ chế dán
Trong quá trình dán hộp, kích thước của lượng dán và vị trí dán là điểm mấu chốt. Dụng cụ dán cần phủ đều chất lỏng keo lên chỗ dính của bìa giấy, cuối cùng là để hộp giấy dính chắc. Khi điều chỉnh, đầu tiên là chiều rộng tờ giấy và vị trí dán rồi điều chỉnh cho hộp keo được dán chắc chắn. Vị trí hộp keo có thể dùng cờ lê vặn vít trên tấm cố định hộp keo để lái tháo hộp keo. Lượng keo có thể được điều chỉnh thông qua vít điều chỉnh phía trước và phía sau. Chức năng của bánh xe ép giấy là ngăn không cho tờ giấy bị cong lên trong khi dán, tờ giấy không thể chạm vào bánh xe và lớp keo không thể phủ đều trên tờ giấy. Xoay vít điều chỉnh để điều chỉnh đúng vị trí của bánh xe ép giấy và chiều cao, để chất lỏng keo có thể được đảm bảo phủ lên vị trí kết dính của các tờ giấy.
(4) Phần gấp:
A. Mức độ lỏng lẻo hoặc chặt chẽ của lên xuống, bên trái và bên phải của bốn đai gấp phải giống nhau. Hai tay cầm điều chỉnh phía trên có thể điều chỉnh hai đai trên và hai tay cầm điều chỉnh phía dưới có thể điều chỉnh hai đai dưới (tất cả chúng đều có thể được điều chỉnh riêng biệt).
B. Cả hai hàng tháo bên có thể được điều chỉnh bằng tay quay tùy theo kích thước hộp giấy. Điều chỉnh chiều rộng đai cả hai bên phải rộng hơn 1-2 mm so với chiều rộng của đường gấp mép hộp đã gấp. Cả hai chiều rộng của hàng dao gấp phải nhỏ hơn 1-2 mm so với chiều gấp của hộp giấy. Chiều cao giữa dao gấp và thắt lưng phải rộng hơn và lỏng một chút bằng độ dày của một tờ giấy. Trên và dưới, phía trước và phía sau của các hàng dao gấp đều có bộ phận điều chỉnh, có thể được cố định trên các hàng tháo, do đó không cần thiết phải điều chỉnh các hàng dao cho các hộp giấy có độ dày không chênh lệch nhau quá nhiều.
C. Bánh sau bên ngoài đai và đường cong tự nhiên của đai gấp phải trùng nhau và không được tiếp cận quá chặt. Khi hộp giấy đi đến phần uốn cong, nó không thể uốn cong quá mạnh. Điều chỉnh dây đai bằng bánh xe sau cho đến khi đường cong tự nhiên như đường dấu vết của hộp giấy ép. Các hộp giấy đều vào băng gấp, hai bánh xe ép phía sau sẽ kẹp hai bên hộp giấy lại rồi mới thành hình hộp giấy. Sau đây nhập phần báo chí.
(5) Điều chỉnh bộ phận vận chuyển:
Bộ phận vận chuyển chủ yếu bao gồm hai vành đai rộng và một hàng con lăn. Có các tay quay trên trục lăn có thể điều chỉnh áp suất (chúng được lắp riêng trên khung tháo lắp). Họ chủ yếu có thể điều chỉnh áp suất cho các hộp. Đai trên có thể tháo ra phía trước và phía sau cùng với khung, có thể đưa bố cục vào hộp dài hoặc hộp ngắn. Bộ phận vận chuyển có thể ép các hộp giấy đã gấp vào giữa đai và sau đó gửi đến bộ phận thu gom phía sau, làm cho các hộp giấy dính tốt có thể được đóng kiện và xuất xưởng (xem hình 8).
VI. Bảng điều khiển
Trong phần gấp và chuyển tải, máy này trang bị công tắc hành trình (cần được điều chỉnh theo các thông số kỹ thuật khác nhau), có thể làm cho toàn bộ máy tự động ngừng chạy trong khi máy dán hộp xảy ra sự cố. Lần này, bạn không thể mở máy và chỉ có thể khởi động máy sau khi máy phục hồi bình thường, để giảm tỷ lệ lãng phí.
Bảng điện được trang bị bộ đếm, có thể cung cấp cho người vận hành dữ liệu chính xác.
Phía trước, giữa và sau đều đã được trang bị công tắc dừng. Khi thiết bị xảy ra sự cố, nhân viên làm việc có thể điều khiển dừng khẩn cấp, cụ thể là công tắc động cơ phía trước, công tắc bảo vệ giữa và công tắc dừng phía sau ở bất kỳ vị trí nào.
Thiết bị cũng được trang bị công tắc nhích dây, có thể mang lại sự thuận tiện cho việc kiểm tra hộp giấy. Khi sử dụng, đóng công tắc động cơ chính trên bảng điều khiển. Bộ rung cũng có một công tắc nút, nhưng Nó được điều khiển bởi bộ phận nạp giấy, vì bộ nạp giấy không mở nên việc mở bộ rung sẽ không có nghĩa lý gì.
Nói chung, bật hoặc tắt nguồn điện chung, trước tiên phải tắt công tắc động cơ chính, nếu không, bộ biến tần sẽ gây ảnh hưởng lớn và dễ làm hỏng thiết bị. Xin hãy nhớ nó.
5. Vận chuyển và lắp đặt:
(1) Giao thông vận tải
Người dùng sau khi nhận máy phải cẩn thận tháo rời máy để kiểm tra. Trong quá trình vận chuyển, hãy chú ý đến vị trí tập trung, có thể tránh sơn ngoại hình máy bị trầy xước và va đập.
A. Mạch điện ít nhất phải được thợ điện ba cấp kiểm tra. Nguồn điện làm việc là 220V, 50Hz, thân máy được nối đất an toàn.
B. Kiểm tra xem các vít khác nhau đã được vặn chặt hay chưa. Thêm chất bôi trơn
(2) Cài đặt:
A. Máy này phải được đặt trên nền bê tông, mặt bằng lắp đặt phải bằng phẳng và đồng bằng, xung quanh vẫn có đủ các vị trí hoạt động.
B. Khi cài đặt, làm cho máy ở trạng thái cấp.
(3) Làm cho máy chính và đường trung tâm của bộ phận phẳng nằm trên cùng một đường thẳng.
6. Bôi trơn
(1) Trước khi làm việc hàng ngày, đổ dầu máy 30 # và bôi trơn các điểm bôi trơn khác nhau.
(2) Tất cả các bộ phận, thanh vít và tấm dẫn hướng, không được sử dụng thường xuyên, nên được bôi trơn nửa tháng một lần.
7. Bảo trì máy móc
(1) Trước khi làm việc, tiến hành công việc vệ sinh máy và loại bỏ các vết bẩn trên máy. Sau khi làm việc phải giữ máy sạch sẽ, gọn gàng.
(2) Làm sạch hộp keo và sau đó bắt đầu làm việc.
(3) Thêm chất bôi trơn vào tất cả trục đang chạy, xích và giữa các xích và giữ cho chúng luôn bôi trơn tốt.
(4) Giữ cho bề mặt của bốn dây đai luôn sạch sẽ. Trong quá trình làm việc, nếu phát hiện có vết mực dầu hoặc keo dính vào bề mặt dây đai, hãy chà và làm sạch chúng kịp thời.
(5) Trước khi khởi động nguồn hoặc đóng máy, giữ cho công tắc xoay trong bảng điện ở vị trí đóng, nếu không sẽ gây va đập hoặc làm hỏng bộ chuyển đổi trong khi khởi động máy.
(6) Đóng công tắc nguồn của bộ đếm trong khi bắt đầu làm việc. Không rút phích cắm ra khỏi phích cắm điện trước khi đóng công tắc nguồn của bộ đếm, nếu không sẽ làm cho pin bên trong bộ đếm bị tràn và phóng điện và làm hỏng máy.
Cấu hình điện
VIII. Phá vỡ và phương pháp bắn
| Phá vỡ | Lý do | Phương pháp chụp |
| Đèn báo nguồn không sáng, không chạy | Cầu chì bị hỏng | Thay cầu chì |
| Không chạy, màn hình hiển thị không hiển thị | ||
| Không chạy, màn hình hiển thị "sự cố" | Tham khảo “Hướng dẫn sử dụng bộ chuyển đổi” | Nhấn nút đặt lại sự cố, tham khảo “hướng dẫn sử dụng bộ chuyển đổi” |
| Không đếm, đếm không đúng | Bụi hoặc chính xác là không chính xác | Làm sạch hoặc điều chỉnh |
| Nạp giấy không bình thường | Khoảng chia giấy δ không đúng hoặc vị trí không đúng | Điều chỉnh âm thanh hoặc vách ngăn phía trước |
| Lớp keo không đồng đều | Bánh xe dán không chính xác | Điều chỉnh thiết bị dán |
| Gấp trang không chính xác | Kích thước chiều rộng trang gấp không đúng | Điều chỉnh kích thước chiều rộng trang gấp |
| Bị chặn chết người giữa tờ giấy và trang gấp | Khoảng cách giữa trái và phải, lên và xuống của tấm trang gấp không đúng | Điều chỉnh khoảng thời gian của tấm trang gấp |